ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ ТОРМОЗНЫХ УПОРОВ
Смена локомотива, расформирование или подформирование поездов, отцепка и прицепка групп вагонов сопровождаются оставлением на некоторое время составов без локомотивов, что требует закрепления вагонов. Обеспечение надежного закрепления составов на станционных путях напрямую связано с безопасностью движения. Теперь на смену ручным башмакам пришел стационарный тормозной упор УТС-380, механизирующий закрепление составов. Управляемый стрелочным электроприводом
СП-6М (мощность электродвигателя 0,25 Вт) упор рассчитан на установку в путь с рельсами Р65. На станциях уже установлено 445 таких упоров.
Конструкция упора, его технические характеристики, схемы управления рассмотрены ранее в статье К.С. Исаева, В.П. Шейкина, В.М. Сорокодумова, М.Ф. Бобылева "Упоры для механизированного закрепления подвижного состава" (см. "АТиС", 1996, № 1).
Установка упоров в путь, электропривода с рамами, монтаж схемы управления, пуск в эксплуатацию и техническое обслуживание возложены на дистанции сигнализации и связи. Подготовка рельсошпальной решетки к установке упоров, устройство водоотводов, обслуживание рельсовых накладок, обеспечение стабильности колеи в зоне упоров выполняются путейцами.
Главное управление перевозок МПС РФ совместно с отделом станционной техники ВНИИЖТа разработали "Технологические карты и нормативы трудозатрат на техническое обслуживание и ремонт упоров УТС-380". При разработке нормативов трудозатрат учтен опыт дистанций сигнализации и связи Московской, Октябрьской и Южно-Уральской дорог. Время на обслуживание рабочего места (Тоб), подготовительно-заключительные действия (Тпз) и регламентированные перерывы определяется в процентах к оперативному времени и составляет для станционных устройств: Тоб - 2,6 %, Тпз - 13 %, Тотл-7%
.
Работники дистанций сигнализации и связи выполняют обслуживание электропривода, рычажного механизма, тормозных колодок, изолирующих элементов, втулок. Трудозатраты на выполнение этих работ 192 чел-ч/год.
Весь процесс от установки упоров в путь до наружной окраски электропривода разбит на 15 технологических карт:
технологическая карта № 1 - установка упора в путь;
технологическая карта № 2 - проверка наружного состояния тяг, колодок рычажного механизма, изолирующих элементов упора, электропривода; проверка их крепления;
технологическая карта № 3 - проверка вертикальности установки колодок; регулировка рабочих и контрольных тяг;
технологическая карта № 4 - проверка отклонения полоза колодки от продольной оси рельса;
технологическая карта № 5 - проверка зазора между опорной поверхностью полоза и поверхностью катания рельса с одновременной проверкой величины тока электродвигателя привода при нормальной работе упора и при работе на фрикцию;
технологическая карта № 6 - проверка величины угона одного рельса относительно другого;
технологическая карта № 7 - наружная обтирка, очистка от засорителя. Проверка состояния колеи в зоне установки упора и шпального ящика; очистка водоотвода;
технологическая карта № 8 - смазка шарнирных соединений рычажного механизма, осей кронштейна и упора, шарнирных соединений рычагов и тяг, тяг и кронштейнов;
технологическая карта № 9 - проверка внутреннего состояния электропривода с переводом упора в рабочее и нерабочее положения;
технологическая карта № 10 - чистка и смазывание электропривода, чистка и регулировка контактов автопереключателя и проверка коллектора электродвигателя;
технологическая карта № 11 - измерение напряжения на электродвигателе при работе на фрикцию;
технологическая карта № 12 - замена смазки во фрикционной муфте и масла в редукторе электродвигателя;
технологическая карта № 13 - замена электропривода;
технологическая карта № 14 - замена стрелочного электродвигателя;
технологическая карта № 15 - наружная окраска электропривода.
Работы, предусмотренные в технологической карте № 2, выполняются один раз в неделю, № 3, 4 - еженедельно, № 5, 8 - один раз в месяц, № 6, 9, 10, 11, 12 - один раз в 6 месяцев, № 7 - по мере необходимости, но не реже одного раза в 2 недели, № 13, 14, 15 - один раз в год.
В технологической карте даны наименование работы, периодичность, квалификация исполнителя. Каждая технологическая карта дополнена так называемой нормативной частью, в которой приведены наименование операций, применяемые при их выполнении инструменты и измерительные приборы, оперативное время на измеритель в нормо-минутах, количество исполнителей.
Рассмотрим работы, проводимые в соответствии с технологической картой № 1. Эти работы, пожалуй, наиболее сложные, ответственные и трудоемкие среди всех работ, связанных с обслуживанием и ремонтом упоров. От того как будет установлено это устройство, во многом зависит безотказность его работы в течение всего срока службы.
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 1
Установка упора в путь регламентируется технологической картой № 1. В установке участвуют старший электромеханик, электромеханик, водитель дрезины, электромонтер СЦБ, а также путейцы, дежурный по станции и машинист локомотива. Работу выполняют с согласия дежурного по станции, закрывая соответствующий путь и делая запись об этом в журнале ДУ-46.
Прибывший комплект деталей упора необходимо расконсервировать, проверить комплектность, осмотреть детали. Шарнирные соединения смазать солидолом УС-2 или смазкой ЦИАТИМ-202. На дрезине доставить комплект к месту установки. Сделать разметку, просверлить отверстия и болтами прикрепить опоры колодок и накладки к шейкам рельсов.
Собрать и установить опорные угольники с изолирующими элементами. Установить рычажный механизм. Затем на опорные угольники установить электропривод и укрепить его болтами. Выставить номинальную длину рабочих и контрольных тяг, которая должна составлять (между центрами проушин) у длинных 2350 мм, у коротких 470 мм. Соединить тяги с колодками и рычагами рычажного механизма, а также рычаги рычажного механизма с шибером и контрольными линейками электропривода.
В групповую муфту завести кабель. Установить и закрепить защитную трубу. В групповой муфте произвести разделку, прозвонку и расшивку кабеля. После это-
го разогреть кабельную массу и залить ею групповую муфту.
Установить на основание и укрепить путевой ящик. Ввести в него второй конец кабеля, выходящий из групповой муфты. Установить и закрепить защитную трубу. Далее произвести прозвонку и расшивку жил кабеля. Установить реле, подключить монтажные кабельные жилы на клеммы.
Разделать кабель в путевом ящике. Установить и укрепить защитную трубу. Установить кабельную стойку и ввести кабель, выходящий из путевого ящика. Разогреть кабельную массу и залить кабель в путевом ящике и в кабельной стойке.
После этого через бронешланг протащить жгут монтажных проводов к пульту управления и подключить их к клеммам пульта. По окончании монтажных работ, связанных с установкой упора в путь, проверить правильность монтажа.
Вращая двигатель курбелем или кнопкой на пульте, проверить установку колодок в рабочем (вертикальном) и нерабочем (горизонтальном) положениях. Колодки упора должны легко сниматься с головок рельсов и устанавливаться на них без перекосов и заеданий, плавно. В рабочем положении полозы колодок должны плотно и равномерно прилегать к поверхностям катания рельсов.
С помощью вспомогательной рейки и линейки проверить возвышение колодок упора в нерабочем положении над уровнем головок рельсов, приложив один конец рейки к наиболее выступающей точке колодки. Линейкой измерить расстояние от свободного конца рейки до головки рельса. Это расстояние (возвышение) не должно быть более 45 мм. В противном случае необходимо произвести регулировку рабочих и контрольных тяг регулировочными муфтами.
Визуально проверить величину зазора между шарнирными концами поворотных кронштейнов упора и подошвами ходовых рельсов. Он должен быть в пределах 5-10 мм. Кроме этого, необходимо проверить на отсутствие касания колодки упора к кожуху рычажного механизма.
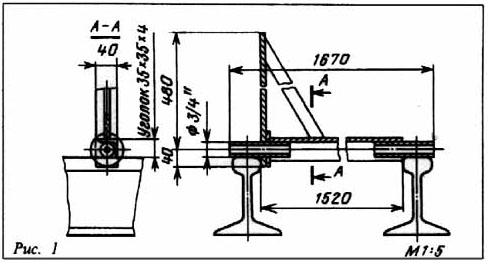
С помощью шаблона (рис. 1), установленного в торцах колодок и опирающегося на оба рельса длинной стороной, проверить отклонение колодок от вертикальной стойки шаблона. Это отклонение внутрь не должно превышать 10 мм. В противном случае необходимо произвести регулировку рабочих и контрольных тяг регулировочными муфтами. Отклонение колодок наружу не допускается.
Отклонение оси полоза колодки на переднем и заднем концах от продольной оси рельса проверяют следующим образом. В месте установки полоза по оси головки рельса чертилкой провести ось, выходящую за передний и задний концы полоза. Затем по концам полоза также провести оси. Расстояние между осями замерить линейкой. Оно не должно превышать 6 мм. В противном случае его надо отрегулировать регулировочными муфтами согласно технологической карте № 3.
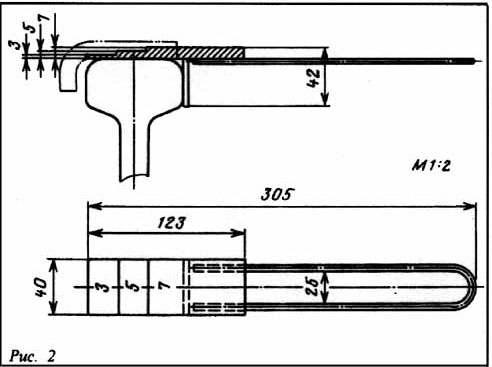
Шаблоном (рис. 2) измерить зазор между нижней гранью полоза и головкой рельса. Этот зазор не должен превышать 6,9 мм.
В противном случае не должно происходить замыкание контактов автопереключателя в электроприводе. Регулировка зазора происходит в соответствии с технологической картой № 5.
Комбинированным прибором Ц4380 измерить сопротивление изоляции между рельсами и уголками.
После проверки правильности монтажа упора проверяется надежность работы упора. Для этого локомотив с груженым вагоном следует выставить на расстояние 2 м от упора. Затем со скоростью 1 км/ч произвести наезд отцепленным от локомотива вагоном на упор. И в заключение замерить все выше указанные регулировочные размеры. Если они не соответствуют допустимым значениям, выполняется повторная регулировка упора.
Результаты выполненной работы записываются в журнале ДУ-46.
Общая нормативная трудоемкость установки упора 1682 чел-мин.